四列圓錐滾子軸承異常損壞之――內(nèi)隔圈
2018-01-15
某廠六輥冷軋機(jī)中間輥操作側(cè)四列圓錐滾子軸承3806/160滾動(dòng)體以及外圈短時(shí)間內(nèi)發(fā)生疲勞剝落破損現(xiàn)象,軸承燒損抱死現(xiàn)象����,對(duì)軸承的使用及裝配工作帶來(lái)諸多不便���,造成了較大的經(jīng)濟(jì)損失���。
針對(duì)此問(wèn)題,軸承廠家技術(shù)人員通過(guò)對(duì)軸承的各項(xiàng)指標(biāo)檢驗(yàn)后����,在排除軸承自身原因的前提下對(duì)該廠的軸承裝配現(xiàn)場(chǎng)進(jìn)行了時(shí)時(shí)跟蹤,并且現(xiàn)場(chǎng)參與了安裝���、拆卸��、保養(yǎng)工作����,通過(guò)跟蹤發(fā)現(xiàn)如下一系列相關(guān)問(wèn)題:
一���、軸承結(jié)構(gòu)及特性
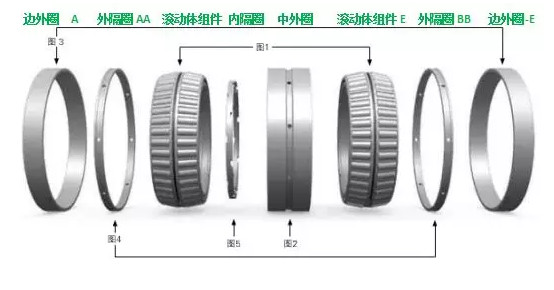
380000型這種軸承結(jié)構(gòu)緊湊�����,基本性能與雙列圓錐滾子軸承基本相同���,可承受徑向及雙向軸向聯(lián)合載荷�����,基本結(jié)構(gòu)由兩個(gè)雙列內(nèi)圈組件(滾動(dòng)體、保持架�����、內(nèi)圈)和一個(gè)雙外圈及兩個(gè)單外圈�����、兩個(gè)邊隔圈���、一個(gè)內(nèi)隔圈組成���。出廠時(shí)在外圈、內(nèi)圈以及內(nèi)外隔圈均印有字符符號(hào)����,安裝時(shí)必須按字符符號(hào)的排列順序依次裝入軸承箱����。不可任意互換��,以防止軸承游隙的改變��。
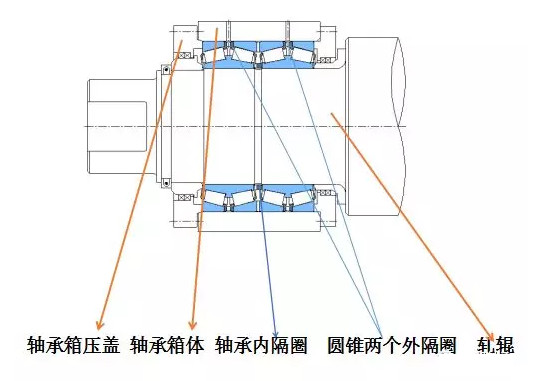
二���、輥系裝配結(jié)構(gòu)
三����、裝配方式
1���、四列圓錐軸承為可分離型軸承��,其中外圈���、隔圈、與滾動(dòng)體組件(滾動(dòng)體加保持架以及內(nèi)圈)組成�����,裝配時(shí)依次安裝邊外圈-A、滾動(dòng)體組件-A���、外隔圈AA�����、中外圈�����、內(nèi)隔圈、滾動(dòng)體組件-E��、外隔圈BBZ后邊外圈-E全部安裝如軸承箱體內(nèi)�����,然后軸承箱壓上壓蓋至此��。
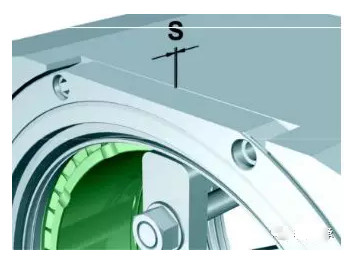
軸承裝入軸承箱體工作完成����,整個(gè)裝配中除了必須安裝上訴順序外,Z后的壓蓋步驟為核心步驟����,必須保障壓蓋端面與軸承外圈端面得到有效的壓靠��,即不能給與過(guò)大的預(yù)緊力�����,防止預(yù)緊力造成軸承外隔圈變形而導(dǎo)致軸承安裝游戲變化�����,又不可以出現(xiàn)太大的軸向間隙�����,必須保障壓蓋的端面與軸承端面配合��,通常端蓋的端面伸口接觸到軸承斷面后需要測(cè)量(塞規(guī))壓蓋與軸承箱體端面的間隙S的值�����,然后加裝合適厚度的調(diào)整墊片以保障壓蓋與軸承端面的配合��,墊片(剛性)厚度H=(S+0.05)��。
但四列圓錐滾子軸承裝配高C值�����,偏差較大��,一般超過(guò)0.5mm��,即必須每次裝配都需要經(jīng)行測(cè)量���,來(lái)確保壓蓋與軸承端面的配合�����。
2��、軸承裝配到軸承箱后,再吊裝(軸承內(nèi)圈與輥徑間隙配合)直接將軸承套裝在輥徑處Z后通過(guò)軸向鎖緊環(huán)把整個(gè)軸承精準(zhǔn)的鎖緊在軋輥上����,至此形成軸承箱、軋輥�����、軸承三者的組合裝配����。
四����、軸承的損壞形式
軸承抱死燒損后經(jīng)常是第3列和第2列損壞���,同樣對(duì)應(yīng)保持架及外圈發(fā)生損壞��。


五����、現(xiàn)象分析
綜合軸承特性��、安裝過(guò)程及損壞現(xiàn)象���,可以分析出�����,軸承在軋制時(shí)受到了兩個(gè)方向的軸向力�����,當(dāng)軸向力從一側(cè)傳遞過(guò)來(lái)時(shí)��,軸承承受軸向力的分別是1/3列承受一個(gè)方向的軸向力����,2/4列承受一個(gè)方向的軸向力,而從托圖片及損壞規(guī)律看軸承的2/3列容易損壞���,這就說(shuō)明了軸承在運(yùn)轉(zhuǎn)時(shí)�����,當(dāng)軸向力傳遞過(guò)來(lái)時(shí)并非兩列滾動(dòng)體同時(shí)承受某個(gè)方向的軸向力�����,而是異常的單列受力��,這就導(dǎo)致了軸承的軸向載荷下降50%���,勢(shì)必會(huì)導(dǎo)致軸承的異常燒損��。
進(jìn)一步分析導(dǎo)致單列受力的原因�����,由軸承結(jié)構(gòu)可以分析出,只有軸承中隔圈出現(xiàn)裝配誤差或高度磨損后���,就會(huì)導(dǎo)致軸向力傳遞阻斷�����,而導(dǎo)致單列滾動(dòng)體受力����,因此檢查了損壞軸承的內(nèi)隔圈����,發(fā)現(xiàn)隔圈磨損嚴(yán)重。至此分析結(jié)論��,認(rèn)為軸承的異常損壞是系中隔圈磨損變短���,導(dǎo)致軸向力傳遞阻斷�����,引起單列受力而導(dǎo)致的軸承損壞�����。而內(nèi)隔圈的磨損多數(shù)是由于外圈與壓蓋未壓緊��,間隙過(guò)大以及潤(rùn)滑效果差導(dǎo)致����。
六、整改措施
1����、提高軸承內(nèi)隔圈的硬度。
2���、加強(qiáng)對(duì)隔圈處的潤(rùn)滑措施�����。
3�����、提高裝配精度��,務(wù)必裝配一次測(cè)量一次�����。
(來(lái)源:江蘇帝蒙德軋機(jī)軸承)
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")

.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端