刀具側(cè)隙角的加工在內(nèi)外圓磨床上的應(yīng)用
2018-01-02
于慧敏
(哈爾濱電機(jī)廠有限責(zé)任公司)
摘 要:文章對(duì)鋸片銑刀如何在內(nèi)外圓磨機(jī)床上加工側(cè)隙角的方法進(jìn)行描述,并通過自行設(shè)計(jì)�、制作輔助工具(胎具)��,解決了現(xiàn)有機(jī)床不能完成刀具側(cè)隙角加工的困難�,滿足了使用要求,達(dá)到了提高機(jī)床的加工性能及對(duì)機(jī)床進(jìn)行新技術(shù)開發(fā)的目的��。
關(guān)鍵詞:側(cè)隙角����;自制工具;技術(shù)開發(fā)
1 引言
鋸片銑刀在機(jī)械加工中是比較常用的刀具��,常用于工件的切斷�����、開槽�、平頭等加工功能,側(cè)隙角的作用是減小加工過程中產(chǎn)生的阻力并防止在加工過程中因夾刀而產(chǎn)生的打刀���、損壞工件等現(xiàn)象的產(chǎn)生�。工件越大�����,槽形越窄��、越深��,刀具與工件之間產(chǎn)生的加工阻力就越大���,夾刀����、打刀現(xiàn)象就越嚴(yán)重����,給生產(chǎn)造成困難,因而在刀具的厚度兩側(cè)加工側(cè)隙角是非常必要的���。
2 項(xiàng)目的來源
鋸片銑刀側(cè)隙角的加工通常應(yīng)在臥軸圓臺(tái)平面磨床上加工�����,我公司的臥軸圓臺(tái)平面磨床因年久損壞報(bào)廢后����,鋸片銑刀及三面刃銑刀的側(cè)隙角暫無機(jī)床能夠加工,給生產(chǎn)刀具造成困難����,為了解決生產(chǎn)急需,我們決定在內(nèi)外圓磨床上進(jìn)行技術(shù)開發(fā)�����,利用加工外圓的側(cè)頭砂輪來加工刀具的側(cè)隙角�。
3 加工方法及難度
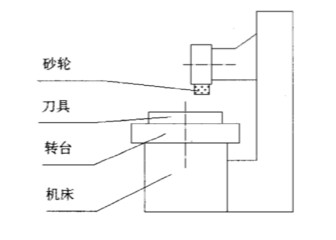
在臥軸圓臺(tái)平面磨床上加工工件時(shí),機(jī)床的轉(zhuǎn)臺(tái)是水平位置放置���,并且可以調(diào)整角度�����,轉(zhuǎn)臺(tái)平面具有磁性�����,被加工工件吸附在轉(zhuǎn)臺(tái)平面上(圖1)�����,通過轉(zhuǎn)臺(tái)旋轉(zhuǎn)�����,完成刀具側(cè)隙角的加工�,在加工過程中刀具不會(huì)產(chǎn)生變形及振動(dòng)現(xiàn)象����。
圖1 臥軸圓臺(tái)平面磨床加工示意圖
在內(nèi)外圓磨床上加工工件時(shí),由于機(jī)床裝夾方式為立式裝夾�����,且刀具多為直徑大��、厚度薄的工件�,卡爪不能直接夾刀具外圓,(原因:裝夾不住��、刃部齒形容易遭到破壞、產(chǎn)生加工變形等)所以工件的裝夾及消除加工變形是生產(chǎn)中急待解決的關(guān)鍵問題����。
4 解決方法
經(jīng)過分析研究,通過自行設(shè)計(jì)��、制造輔助工具���,采取以下措施解決了機(jī)床裝夾問題:
4.1首先設(shè)計(jì)一胎板��,在胎板中心加工一個(gè)錐孔��,將定位軸緊配于胎板上(選用錐孔的目的是增加定位精度)�,定位軸與胎板間用螺釘備緊�����,防止定位軸轉(zhuǎn)動(dòng)����,被加工刀具的端面緊靠在胎板上,用定位軸定位后將端蓋固定在刀具端面上用螺母把牢�����,可消除加工時(shí)刀片產(chǎn)生的顫動(dòng),用四爪卡盤夾住胎板����,這樣就解決了裝夾難題(2)。此胎具的優(yōu)點(diǎn)是:胎體采用通用結(jié)構(gòu)����,定位軸采用可換式錐銷定位,當(dāng)工件內(nèi)孔尺寸改變時(shí)����,只要配一個(gè)定位軸即可滿足使用要求�,這樣不僅解決了不同尺寸的刀具的加工問題,而且節(jié)省了加工費(fèi)用�,降低了加工成本,解決了困難����,滿足加工要求。

圖2 裝夾效果示意圖
4.2通常鋸片銑刀的直徑較大(∮200mm以上)����,厚度較薄(一般在3~5mm)���,側(cè)隙角的角度根據(jù)刀具直徑的不同選用范圍一般在0.5°~1.5°之間�,所以加工時(shí)刀具容易發(fā)生翹曲變形。如果刀具變形�����、不平�����,加工產(chǎn)品時(shí)刀具旋轉(zhuǎn)就會(huì)發(fā)生偏擺現(xiàn)象���,被加工的工件容易超差�����。如何消除刀具的變形����,采取的措施是在刀具粗加工后再次進(jìn)行熱處理工序�����,在真空爐高溫回火以消除應(yīng)力�,同時(shí)加工時(shí)采用小進(jìn)給量���,多次翻身、冷卻的方法用于減少加工應(yīng)力��。
4.3內(nèi)外圓磨床有兩個(gè)磨頭��,利用內(nèi)圓磨頭加工時(shí)�����,砂輪側(cè)面與工件接觸�����,加工面積大�,因而阻力大����,由于伸出刀桿細(xì)長(zhǎng),加工時(shí)及易產(chǎn)生振動(dòng)����,加工表面產(chǎn)生振動(dòng)波紋,光潔度不高�。利用外圓磨頭加工時(shí)��,由于砂輪靠不到工件的加工部位(機(jī)床位置受到限制)�����,只能將機(jī)床夾盤動(dòng)力頭和磨頭同時(shí)旋轉(zhuǎn)成復(fù)合角度����,利用砂輪外圓加工刀具側(cè)隙角(3)�����。用這種方法加工的工件其表面光潔度高�����,工件端面緊靠在胎板上�,因而加工變形小,滿足了設(shè)計(jì)圖紙的要求����,而且生產(chǎn)效率高。

圖3 加工狀態(tài)示意圖
5 效果對(duì)比
利用上述方法加工的刀具已經(jīng)在生產(chǎn)實(shí)踐中得到應(yīng)用��,并且加工效果很好�,被加工的刀具側(cè)隙角表面光潔度經(jīng)檢測(cè)可達(dá)Ra1.6以上���,且變形小,生產(chǎn)效率高�����,滿足了使用要求�����,因此對(duì)機(jī)床的加工性能進(jìn)行技術(shù)開發(fā)����,將有效的提高機(jī)床的利用率,還可降低刀具的制造成本����。
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")

.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端