磨削船用曲軸曲柄銷軸頸的主軸支承裝置
2018-01-10
趙德軍等
問(wèn)題的提出
公司采用MK82125普通磨床來(lái)磨削曲軸曲柄銷軸頸����,在實(shí)際生產(chǎn)過(guò)程中����,通過(guò)一段時(shí)間的使用,發(fā)現(xiàn)磨削長(zhǎng)度在3m以內(nèi)��、質(zhì)量2t以內(nèi)的曲軸時(shí)�����,曲柄銷軸頸的圓柱度及平行度可以滿足產(chǎn)品圖樣要求。磨削長(zhǎng)度大于3m��、質(zhì)量大于2t的曲軸時(shí)�����,則無(wú)法滿足要求�����。
經(jīng)過(guò)仔細(xì)研究和分析發(fā)現(xiàn)����,造成上述問(wèn)題的主要原因是由于曲軸質(zhì)量太大、細(xì)長(zhǎng)����,曲軸自身剛度差����,存在彎曲變形、撓度大�����,磨削過(guò)程中無(wú)法將所有主軸頸中心線調(diào)整保持在同一條中心線上。由于MK82125普通磨床磨削曲軸曲柄銷軸頸�,使用的是一對(duì)分別安裝在磨床床頭箱主軸法蘭盤(pán)上和尾座主軸法蘭盤(pán)上的偏心夾具,通過(guò)曲軸兩端的主軸頸定位夾緊�����,依靠偏心夾具保證曲柄銷軸頸中心線與磨床主軸中心線在同一中心線上���,然后進(jìn)行磨削加工���。這種磨削方式,曲軸主軸頸不需要支承�����,僅僅是將中心架支承在將要磨削的曲柄銷軸頸處���,待該曲柄銷軸頸磨圓后�����,再靠人工調(diào)整中心架來(lái)跟進(jìn)調(diào)整支承曲柄銷軸頸進(jìn)行磨削加工至Z終尺寸����,如圖1所示。
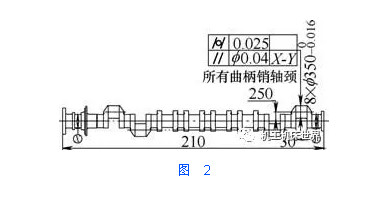
當(dāng)曲軸長(zhǎng)度大于3m���、質(zhì)量大于2t時(shí)(見(jiàn)圖2)��,由于曲軸自身剛性差��、細(xì)長(zhǎng)��,曲軸長(zhǎng)度中心處撓度變形Z大并且主軸頸沒(méi)有支承�,僅靠曲柄銷軸頸中心架無(wú)法將所有主軸頸中心線調(diào)整保持在一條中心線上��,因此實(shí)際加工中就無(wú)法保證曲柄銷軸頸磨削后的圓柱度及平行度要求����。為了保證達(dá)到要求,設(shè)計(jì)了磨削船用曲軸曲柄銷軸頸的主軸支承裝置�,通過(guò)將該裝置支承在中間主軸頸撓度Z大處,可以方便快捷的將所有主軸頸中心線調(diào)整在一條中心線上�,徹底解決上述存在的問(wèn)題。
解決問(wèn)題的方法
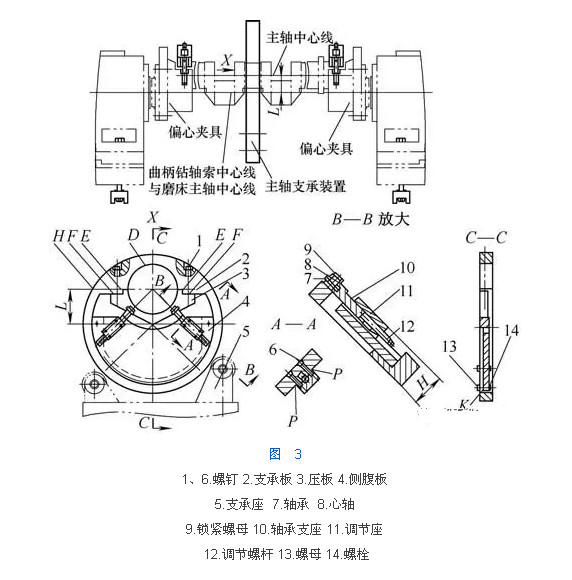
磨削船用曲軸曲柄銷軸頸的主軸支承裝置結(jié)構(gòu)����,如圖3所示����。該裝置由支承體��、壓板�、側(cè)腹板���、支承座�、螺母�����、螺釘��、螺栓�����、調(diào)節(jié)螺桿��、調(diào)節(jié)座�、軸承支座、鎖緊螺母��、心軸和軸承等構(gòu)成。
支承體是一個(gè)中空的圓盤(pán)狀結(jié)構(gòu)��,壓板通過(guò)止口E定位���,在定位面F處各加一個(gè)等高墊塊����,并通過(guò)螺釘1使壓板與支承體固定聯(lián)接在一起����,然后將半圓孔D加工到設(shè)計(jì)尺寸,并保證半圓孔D的中心與支承體的中心尺寸等于曲軸偏心距尺寸L��。
側(cè)腹板及其上面裝置的結(jié)構(gòu)原理:側(cè)腹板通過(guò)螺栓�����、螺母固定在支承體側(cè)端面K處�����。側(cè)腹板外端面處左右對(duì)稱位置各加工1個(gè)凹槽P��,調(diào)節(jié)座通過(guò)凹槽P定位并通過(guò)螺釘6與側(cè)腹板固定在一起�����。軸承支座下端與調(diào)節(jié)座上端通過(guò)定位孔定位����,軸承支座下端端面開(kāi)有一卡環(huán)結(jié)構(gòu)的螺紋孔,調(diào)節(jié)螺桿通過(guò)調(diào)節(jié)座的螺紋孔�,并旋入軸承支座下端端面處的卡環(huán)結(jié)構(gòu)螺紋孔內(nèi),通過(guò)旋轉(zhuǎn)調(diào)節(jié)螺桿帶動(dòng)軸承支座�����,使其實(shí)現(xiàn)上下移動(dòng)�����。軸承支座上端通過(guò)心軸將軸承與軸承支座固定在一起�,并用鎖緊螺母將心軸與軸承支座鎖緊。
該裝置使用時(shí)����,先將壓板、側(cè)腹板及其上面的裝置一同卸下�����,先將支承體穿入曲軸中間的支承主軸頸處,然后將帶有支承體的曲軸裝夾在偏心夾具的定位瓦上定位����,再將曲軸的曲柄銷軸頸位置找正并夾緊。將側(cè)腹板及其上面的裝置一同裝夾在支承體側(cè)端面K處�,松開(kāi)調(diào)節(jié)螺桿,使軸承支座向下移動(dòng)��,軸承遠(yuǎn)離曲軸主軸頸��,輕輕夾緊壓板����,使該裝置與曲軸主軸頸固定在一起,然后再找正該裝置左右位置���,使該裝置中心線在曲軸主軸頸中心線與曲柄銷軸頸中心線所組成的平面內(nèi)�����,夾緊壓板���。再調(diào)整支承座的左右兩個(gè)支承輪,使該裝置中心線與磨床主軸中心線在同一中心線上�。開(kāi)始磨削已找正位置的曲柄銷軸頸���,待該曲柄銷軸頸磨圓后,再靠人工調(diào)整曲柄銷軸頸處的中心架��,跟進(jìn)調(diào)整進(jìn)行磨削����,加工到產(chǎn)品圖樣尺寸��。當(dāng)磨削下一個(gè)曲柄銷軸頸時(shí)���,先通過(guò)旋轉(zhuǎn)調(diào)節(jié)螺桿帶動(dòng)軸承支座向上移動(dòng)�����,使軸承與曲軸主軸頸緊密接觸�����。松開(kāi)壓板�,再松開(kāi)曲軸兩端主軸頸偏心夾具上的夾緊壓板��,旋轉(zhuǎn)曲軸到下一個(gè)曲柄銷軸頸位置后��,找正并夾緊曲軸兩端主軸頸偏心夾具的夾緊壓板,夾緊曲軸主軸頸��。同時(shí)夾緊壓板���,松開(kāi)調(diào)節(jié)螺桿��,使軸承支座向下移動(dòng)���,軸承與曲軸主軸頸松開(kāi),就可以開(kāi)始磨削曲軸的另一個(gè)曲柄銷軸頸���。
注意事項(xiàng)
支承體中空的圓盤(pán)狀結(jié)構(gòu)設(shè)計(jì)要合理�,既要能穿過(guò)曲軸�,又要有足夠的剛性與強(qiáng)度。支承體的外圓直徑尺寸應(yīng)大于曲軸以曲柄銷軸頸為中心的回轉(zhuǎn)直徑���,該裝置的Z大厚度尺寸H應(yīng)小于曲軸主軸頸檔寬尺寸����,半圓孔D的中心與支承體的中心尺寸L公差越小越好�����,因此設(shè)計(jì)公差小于0.02mm。支承體的外圓尺寸圓柱度公差越小越好���,因此設(shè)計(jì)公差小于0.015mm��。磨削下一個(gè)曲柄銷軸頸時(shí)�,松開(kāi)(夾緊)壓板時(shí)�,一定要做到兩側(cè)螺釘均勻松開(kāi)(夾緊),以防止該裝置轉(zhuǎn)動(dòng)�����。
結(jié)語(yǔ)
通過(guò)使用船用曲軸曲柄銷軸頸的主軸支承裝置后��,磨削大型船用曲軸取得了明顯的效果��,解決了由于曲軸自重產(chǎn)生的彎曲變形���,導(dǎo)致磨削曲柄銷軸頸圓柱度及平行度超差的問(wèn)題,經(jīng)過(guò)兩年多的使用證實(shí)����,能夠完全滿足產(chǎn)品圖樣要求。
來(lái)源:《金屬加工(冷加工)》雜志
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")


.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端