圓錐滾子軸承套圈熱處理質(zhì)量控制
2018-01-03
孫欽賀
(杭州駿馬軸承有限公司)
高碳鉻鋼制圓錐滾子軸承套圈如圖1�、圖2所示。由于本身結(jié)構(gòu)特點(diǎn)����,存在著厚薄不均問題����。如31315外圈�,Z厚為19.33mm,Z薄處4.89mm����;31315內(nèi)圈Z厚為18.2mm�,Z薄處9.1mm�;給編制熱處理工藝造成很大難度。
在熱處理過程中�����,由于套圈本身結(jié)構(gòu)��、熱處理工藝�����、加工設(shè)備以及人為因素等導(dǎo)致了套圈組織過熱��、欠熱�、裂紋���、變形超差����、磕碰傷等缺陷���。這些缺陷直接造成了產(chǎn)品報廢如過熱�、裂紋、脫碳嚴(yán)重及嚴(yán)重的磕碰傷等��。有的缺陷雖然不至于產(chǎn)品報廢����,但會對壽命產(chǎn)生影響如欠熱托氏體超標(biāo),對軸承壽命產(chǎn)生影響導(dǎo)致軸承早期破環(huán)���。有的缺陷造成經(jīng)濟(jì)損失(如熱處理變形超差�,需要整形耗費(fèi)人力物力)�。因此,加強(qiáng)熱處理質(zhì)量控制很有必要����。
一、防止產(chǎn)生過熱(粗針狀馬氏體)組織
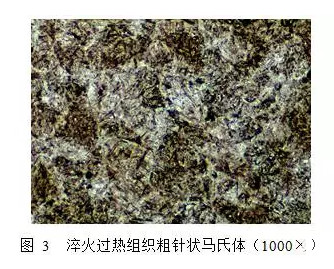
高碳鉻鋼制軸承套圈淬火后組織應(yīng)為隱晶����、細(xì)小結(jié)晶或小針狀馬氏體。由于圓錐軸承套圈結(jié)構(gòu)的限制�,當(dāng)厚壁端組織符合要求時,薄壁端就可能出現(xiàn)圖3所示粗大針狀馬氏體是明顯的過熱組織����。這種顯微組織超過《JB/T1255—2014滾動軸承高碳鉻軸承鋼零件熱處理技術(shù)條件》標(biāo)準(zhǔn)規(guī)定���。這種顯微組織會導(dǎo)致軸承的韌性下降,抗沖擊性能降低�,軸承的壽命也降低。過熱嚴(yán)重甚至?xí)斐纱慊鹆鸭y�����。其原因淬火加熱溫度過高或加熱保溫時間太長造成�,也可能是原材料碳化物帶狀嚴(yán)重或者退火組織碳化物大小分布不均勻。采取的措施按材料標(biāo)準(zhǔn)選用(如壁厚有效厚度超過15mm時�����,可選用GCr15SiMn鋼)���,合理選擇加熱溫度���、加熱時間���。嚴(yán)格控制碳化物帶狀�����。提高退火質(zhì)量���,如遇停電���、設(shè)備故障等及時采取有效措施。
二��、防止產(chǎn)生欠熱(塊狀或針狀托氏體)組織
高碳鉻軸承鋼制軸承套圈淬火后組織出現(xiàn)較為明顯針狀托氏體如圖4所示�����,較大團(tuán)塊狀托氏體如圖5所示�,托氏體或針狀托氏體與塊狀托氏體混合在一起如圖6所示,帶狀托氏體如圖7所示����,超過《JB/T1255—2014滾動軸承高碳鉻軸承鋼零件熱處理技術(shù)條件》規(guī)定,稱為欠熱組織���。
塊狀托氏體是由于加熱不足產(chǎn)生的�;針狀托氏體是冷卻不良引起的��。而帶狀托氏體是軸承鋼原材料中帶狀碳化物引起在貧碳區(qū)呈條帶狀分布的,它使硬度下降�,耐磨性急劇降低,影響軸承壽命.產(chǎn)生原因淬火溫度偏低保溫時間不夠或冷卻不良����。
生產(chǎn)中若出現(xiàn)托氏體,則要檢查其金相顯微組織�����,分析原因采取相應(yīng)的措施����。如托氏體為塊狀的,則要適當(dāng)提高淬火加熱溫度�����,延長保溫時間����;若是針狀托氏體,則應(yīng)加大冷卻速度�。若加熱溫度���、保溫���、冷卻皆正常又出現(xiàn)托氏體���,則要檢查原材料問題、控溫問題��、設(shè)備故障等方面�,及時找出原因采取措施。
三�、防止產(chǎn)生淬火裂紋
零件在淬火過程中產(chǎn)生的裂紋,多數(shù)是在馬氏體轉(zhuǎn)變溫度范圍內(nèi)冷卻時����,由于淬火應(yīng)力在零件表面附近所產(chǎn)生的拉應(yīng)力超過了該溫度下鋼的斷裂強(qiáng)度而引起的。酸洗后淬火裂紋套圈如圖8所示�����;淬火裂紋與材料裂紋���、鍛造裂紋主要區(qū)別特征是淬火裂紋的兩側(cè)沒有脫碳現(xiàn)象����;淬火裂紋部位的顯微組織如圖9所示。
一般來說����,淬火時在Ms點(diǎn)以下快冷是造成淬火裂紋的主要原因。然而����,淬火前原始應(yīng)力過大、原材料中的缺陷及其引起的應(yīng)力集中���、加熱時零件表面的脫碳都可能促使裂紋的形成�����。
1.常見裂紋
常見軸承零件的淬火裂紋如下:
?���。?)淬火過熱形成的裂紋
淬火加熱溫度過高����、保溫時間過長,引起奧氏體晶粒粗大����,使淬火后馬氏體脆性增加�����,強(qiáng)度下降而開裂。其裂紋特征是:套圈沿圓周方向的細(xì)裂紋���,常產(chǎn)生在厚薄交界處��。
?��。?)冷卻速度過大產(chǎn)生的裂紋
零件在冷卻速度過大的介質(zhì)中或淬火時落入底部有水的油槽中冷卻,由于冷卻速度過大����,顯著增加組織應(yīng)力而形成裂紋。這種裂紋常在厚薄交界處產(chǎn)生�����。
?�。?)由于淬火前原始應(yīng)力產(chǎn)生的裂紋
零件淬火前�,如果沒有充分消除冷加工應(yīng)力或者零件返修前未去除前一次淬火應(yīng)力�,那么這些未消除的應(yīng)力與淬火疊加而產(chǎn)生裂紋��。
?��。?)應(yīng)力集中產(chǎn)生的裂紋
套圈打字過深�、車削痕跡過深��、油溝過深(尖)以及鋼球銼削疲跡等都程中因產(chǎn)生應(yīng)力集中����,形成裂紋。
?�。?)材料缺陷引起的裂紋
鋼中的材料缺陷如疏松白點(diǎn)氣孔夾雜以及碳化物分布不均勻等均會引起的淬火應(yīng)力集中�����,而產(chǎn)生淬火裂紋��。
?���。?)表面脫碳產(chǎn)生的裂紋
表面脫碳不但使零件表面強(qiáng)度降低而且使表層和心部的Ms點(diǎn)溫度不同,冷卻時馬氏體的轉(zhuǎn)變先后時間不同引起較大的內(nèi)應(yīng)力���,產(chǎn)生間斷細(xì)小不深的網(wǎng)狀淬火裂紋����。
(7)淬火后未及時回火產(chǎn)生的裂紋
淬火馬氏體在淬火應(yīng)力的長時間作用下�,其斷裂強(qiáng)度隨時間的延長而降低。因此�����,淬火后的零件不及時回火����,將引起裂紋����。
(8)撞擊產(chǎn)生的裂紋
套圈淬火后�����,出油溫度較高��,如果立即清洗或回火前受到碰撞�����,由于淬火應(yīng)力過大和機(jī)械碰撞力而產(chǎn)生沿縱向?qū)挻笳R的貫穿性大裂紋。
2.防止措施
為了防止淬火裂紋的產(chǎn)生����,針對其產(chǎn)生的原因采取如下措施:
(1)加強(qiáng)原材料驗收檢查���,嚴(yán)格控制鋼材質(zhì)量��。
?���。?)選擇合理淬火溫度和保溫時間����,嚴(yán)防工件過熱,特別是對過細(xì)的退火組織和二次淬火的零件�����,更要注意這一點(diǎn)����。
?���。?)選擇合適的冷卻介質(zhì)和冷卻方式�����,嚴(yán)防淬火油內(nèi)混水(淬火油中含水分低于0.1%)��,應(yīng)控制淬火冷卻介質(zhì)溫度(淬火油溫度在90℃左右)��;對于易開裂的壁厚的復(fù)雜零件��,采用分級淬火�。
?���。?)淬火后或冷處理后不應(yīng)停留,特別是二次淬火的零件淬火后要立即回火�,回火要充分。
四��、控制碳勢防止表面脫碳
軸承零件在熱處理過程中���,如果是在氧化性介質(zhì)中加熱����,表面會發(fā)生氧化作用使零件表面碳的質(zhì)量分?jǐn)?shù)減少,造成表面脫碳���。表面脫碳層的深度超過Z后加工的留量就會使零件報廢����。表面脫碳層深度的測定在金相檢驗中可用金相法和顯微硬度法�。以表面層顯微硬度分布曲線測量法為準(zhǔn),可做仲裁判據(jù)��。
軸承套圈淬回火拋光后發(fā)現(xiàn)表面有明顯的麻點(diǎn)�,軸承零件脫碳層是在金相顯微組織下的典型形態(tài)是:外層是白亮的鐵素體,之下是貧碳層過渡到正常組織區(qū)域��。脫碳嚴(yán)重的軸承套圈拋光后表面明顯的麻點(diǎn)如圖10所示�,線切割后觀察縱斷面發(fā)現(xiàn)脫碳層深度遠(yuǎn)遠(yuǎn)超過標(biāo)準(zhǔn)的規(guī)定如圖11所示,其原因是套圈在淬火加熱過程中��,淬火加熱爐內(nèi)的碳勢低��,經(jīng)調(diào)查是由爐頂?shù)稳爰状嫉目灼渲杏幸粋€被堵塞���,導(dǎo)致滴入爐內(nèi)甲醇量少所致���。采取的措施為防止?fàn)t頂進(jìn)氣管結(jié)碳�,影響保護(hù)氣氛碳勢��,要求操作工每班必須疏通1~2次����。
五、分析原因采取措施��,防止磕碰傷產(chǎn)生
套圈淬回火后發(fā)現(xiàn)有明顯的磕碰傷如圖12�、圖13所示,導(dǎo)致套圈報廢��。其原因在熱處理過程中����,工件在生產(chǎn)線掉落油槽過程中��、接口處(如冷熱清洗劑之間���、冷清清洗機(jī)和回火爐之間)和回火爐落料口以及在拋光過程中套圈之間互相碰撞產(chǎn)生磕碰傷�。
采取的措施在熱處理生產(chǎn)線各個接口處(如冷熱清洗劑之間����、冷清清洗機(jī)和回火爐之間)和回火爐落料口加裝后耐熱橡皮����,防止產(chǎn)生磕碰傷��,對于較大重量相對較重的套圈采用掛拋機(jī)對套圈進(jìn)行拋光���,拋光過程中��,用手輕輕拿進(jìn)拿出��,防止磕碰傷的發(fā)生����。
六�����、控制淬火變形��,防止因尺寸異常而報廢
軸承套圈在淬火加熱和冷卻以及組織轉(zhuǎn)變過程中���,不可避免的產(chǎn)生熱應(yīng)力和組織應(yīng)力����,這種應(yīng)力的變化造成了套圈發(fā)生變形,導(dǎo)致套圈尺寸發(fā)生變化��。
軸承套圈淬火引起的變形�����,包括了尺寸的漲縮和幾何形狀的變化����。對于尺寸的漲縮,如果脹縮量過大�����,磨削留量過小��,會導(dǎo)致磨加工后留有黑皮或車刀紋����。導(dǎo)致報廢�。如果變形過大,如平面發(fā)生翹曲變形,平面磨削完成后�,平面部分留有黑皮或車刀紋,導(dǎo)致報廢�����。
套圈淬火變形除了本身剛性有關(guān)外還有如下因素:原材料成份����、組織不均勻,退火組織不均勻��,裝爐量大�,淬火加熱溫度過高,淬火加熱不均勻���;冷卻過程中冷卻不均勻以及在冷卻過程中發(fā)生碰撞等��。因此��,為了減少變形盡量采用較低的淬火加熱溫度和適當(dāng)?shù)谋貢r間�����,同時要求退火組織為均勻碳化物顆粒�,適當(dāng)提高淬火冷卻油的溫度等。
?��。?)軸承套圈熱處理后尺寸漲縮量過大�,磨削加工后磨削面留有黑皮導(dǎo)致報廢�。
圖14、圖15為軸承套圈熱處理后外徑尺寸縮小�,磨削留量小,磨加工后留有黑皮���。
軸承套圈熱處理后滾道尺寸漲大(或縮?���。?���,磨削留量小磨加工后留有黑皮。圖16為軸承套圈熱處理后滾道尺寸漲大���,磨削留量小磨加工后留有黑皮�����,圖17為軸承套圈熱處理后滾道尺寸縮小�����,磨削留量小磨加工后留有明顯的車刀紋��。
?�。?)圖18��、圖19為軸承套圈熱處理后平面翹曲變形���,磨加工后平面部分留有黑皮。
以上是本文作者在長期的實際工作中積累下來的實踐經(jīng)驗和總結(jié)����,可能存在一定的不當(dāng)之處,敬請同行指正����。
來源:《金屬加工(熱加工)》雜志
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")









.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機(jī)客戶端
手機(jī)客戶端